
Tough Titanium Heatbreak – For Tough Hotend, V6, or Volcano Hotends
$8.99
-
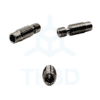
Machined Titanium Heatbreak, Works with Genuine and Clone E3D V6 1.75mm Hotends Lower Thermal Conductivity for better retraction and less heat creep. Pick up some Thermal Grease as well to complete your upgrade.
41 in stock
Description
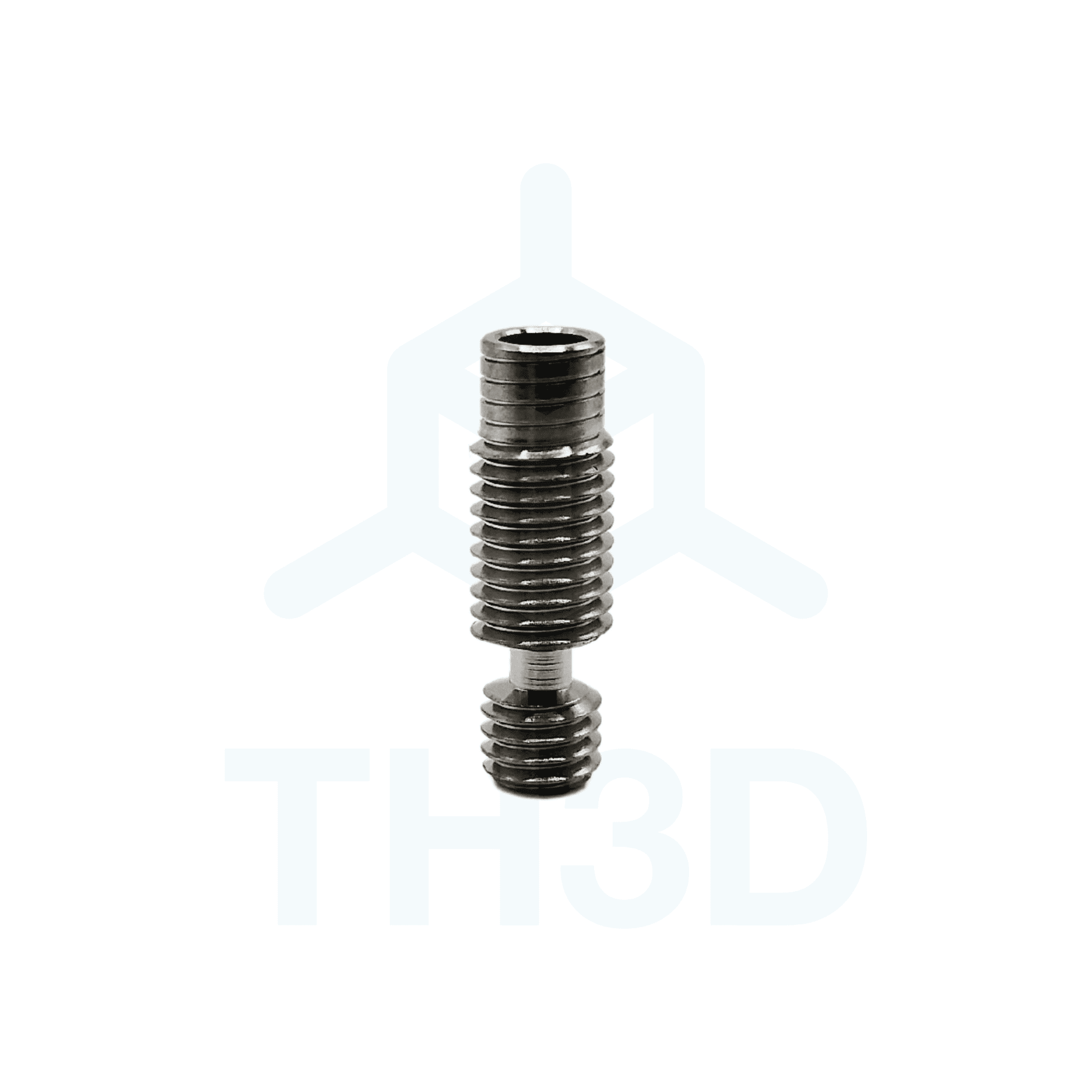
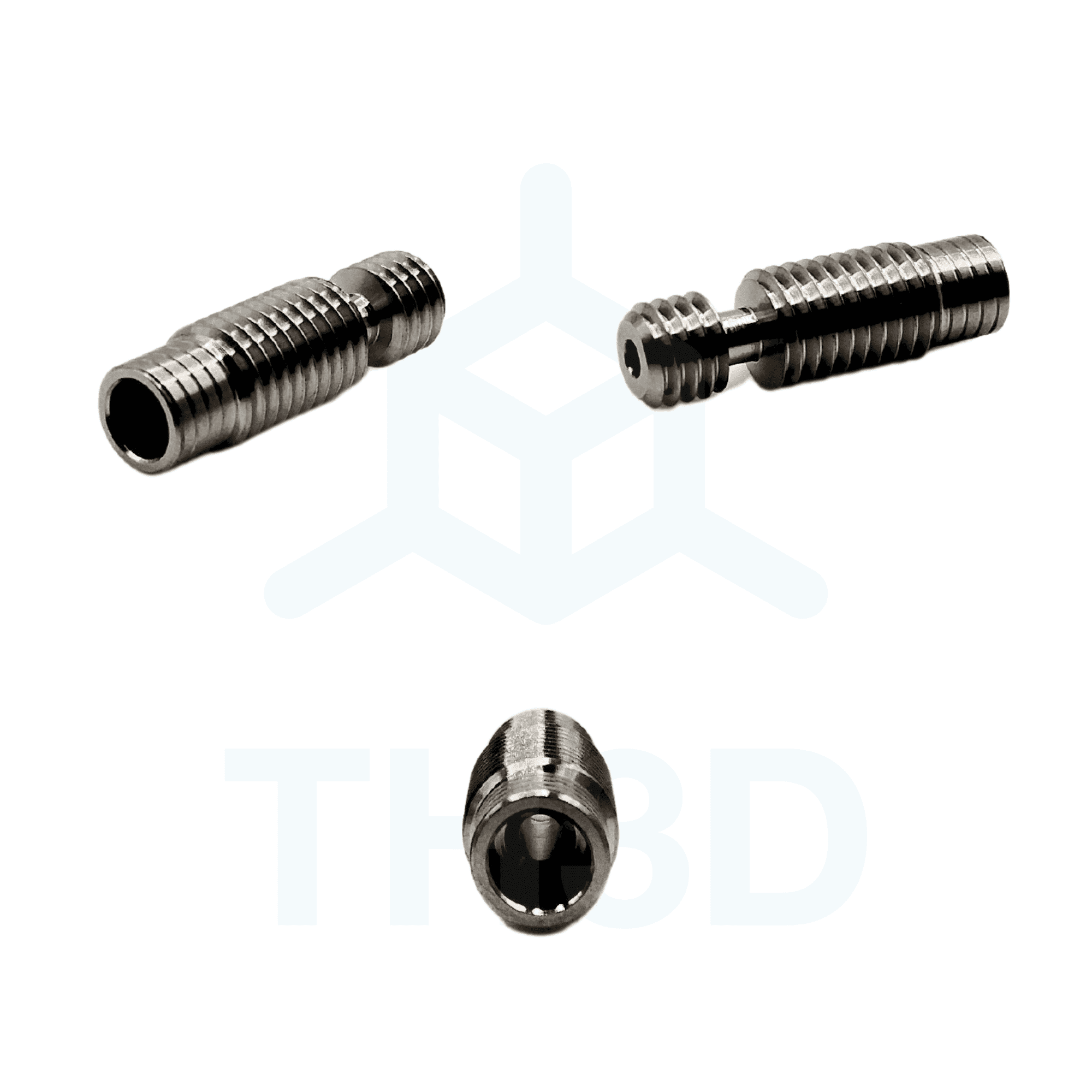
- Machined Titanium Heatbreak
- Made from TC4 Titanium Alloy
- Polished inside bore
- Works with our Tough Hotend, E3D V6, and Clone E3D V6 1.75mm Hotends
- Check to make sure your heatbreak matches the appearance of ours
- M7 Top Threads
- M6 Bottom (heatblock side)
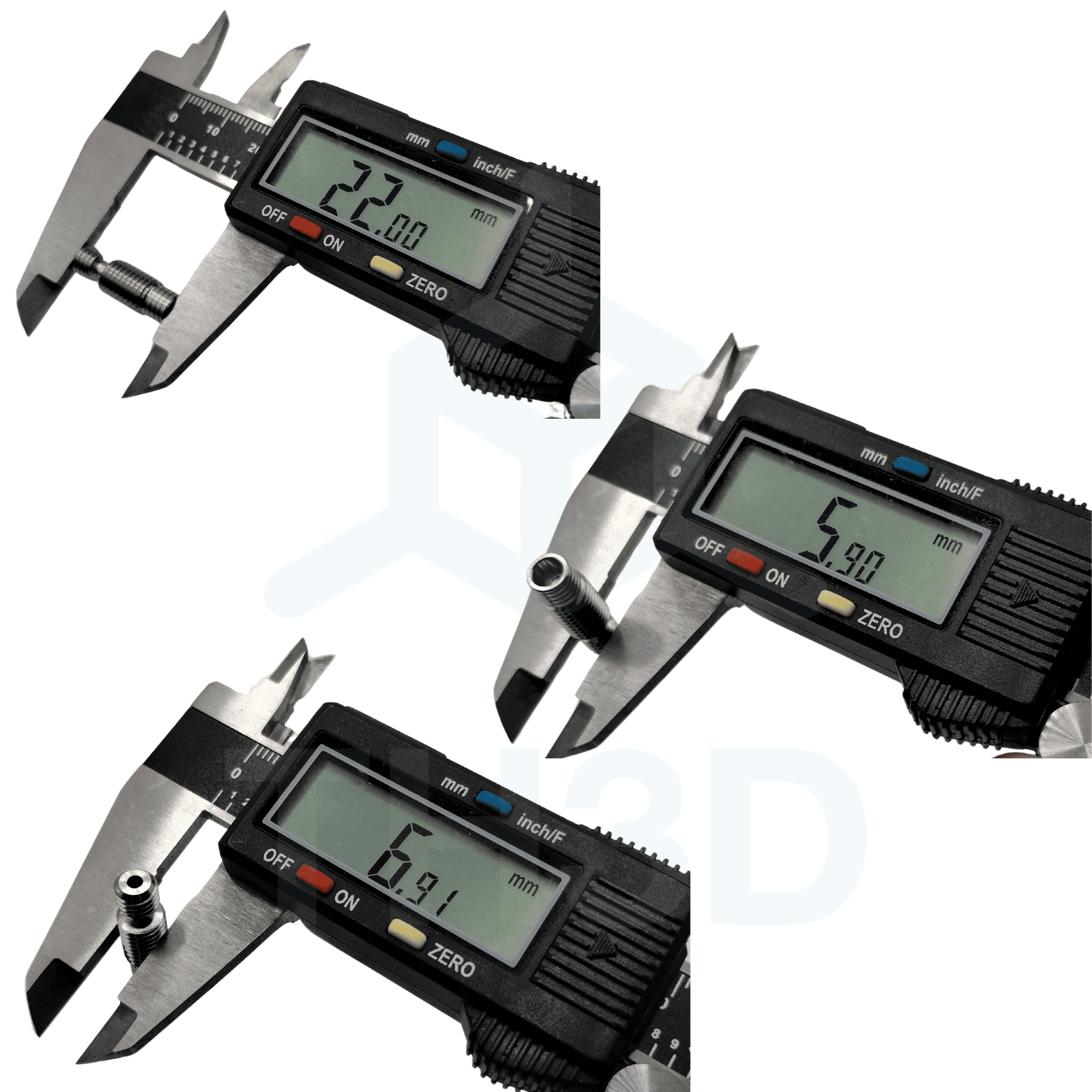
- Length: ~22mm
- Lower Thermal Conductivity for better retraction and less heat creep
- Dimensions:
- Inner Diameter: 4mm at the top, 1.85mm about 5-10mm deep. This holds the PTFE tube in the top, but does not allow it to go all the way through.
- Outer Diameter: 6mm (top smooth section), 7mm (middle threading), 3mm (throat), 6mm (bottom threading)
- Lengths: 5mm (top smooth section), 10mm (threading), 2mm (throat), 5mm (threading), ~22mm (overall)
- Note: Dimensions may vary slightly due to manufacturing tolerances. This does not affect the use of the product.
- Heatbreaks are delicate parts.
- Never tighten your nozzle without holding the heater block with pliers. Doing it without can break the transition zone (the thinnest part).
- Nozzle crashes can also bend the heatbreak. If your heatbreak is bent in a nozzle crash slowly try to bend it back to the original position.
- Our warranty does not cover damage to the heatbreak from over-tightening or nozzle crashes, only defects in the product itself.
Tips for Using This Heatbreak
Installation directions: Heatbreak Installation Information
Oil it – We recommend if you are getting jamming with PLA (this can happen with ALL METAL heatbreaks from any manufacturer) to print a filament oiler. Like this one: https://www.thingiverse.com/thing:492067. Stuff it with a sponge or fiber then lightly wet with CANOLA oil. This will oil the filament path and keep the PLA from sticking to the heatbreak on a longer retract. After using this for about a month or two your heatbreak should have a nice “seasoning” on the inside and use of an oiler will be needed less or not at all.
Lower Retraction – Stick to under 3mm retractions. All metals will need less retraction than a PTFE lined hotend. 25-50mm/s depending on your machine setup. Wipe is recommended (2-5mm).
Thermal Paste (Optional, but recommended) – When installing the heartbreak you can apply thermal paste/grease (like what is used on computer CPUs) to the outside that inserts into the heatsink before installation. This will improve thermal transfer from the heatbreak to the heatsink.
More Details on All-Metal Hotends – Detailed write up on using all metal hotends: Using your All Metal Hotend
Reviews (8)
8 reviews for Tough Titanium Heatbreak – For Tough Hotend, V6, or Volcano Hotends
Additional information
| Weight | 0.2 oz |
|---|---|
| Dimensions | 1 × 1 × 1 in |
| Made In | 🇨🇳 China |
| Warranty Length | 6 Months |
Related products

All Products


All Products


All Products
Tough High-Flow Nozzle Upgrade Kit V2 for Tough Hotends w/4 Nozzles – Volcano Compatible

All Products


All Products

All Products



All Products
MARCOS A. (verified owner) –
What a difference these small parts make on stock hot ends.
ALLEN N. (verified owner) –
Nathan L. (verified owner) –
Good product, seems robust. Fits properly into my Volcano hotend. I’ve been printing with it for awhile and haven’t seen any issues with heat creep yet.
Emerson Corder (verified owner) –
I put these on every Tough Hot End I have. Makes the printer that much more reliable!
abeowitz (verified owner) –
Fits nicely, smooth flow. Wish the distance between the heat sink & block was a bit more. I’ve been putting a slab of silicon between them to minimize heat creep.
jokeefe (verified owner) –
I have been using the Tough Titanium Heatbreaks on bought of my Aero Compatible Heat Sinks/Tough Extruders with S3D blocks, cartridge thermistors, and nozzles for the last three months. They have worked without issues. The only thing that I would like to see is a couple more threads on each end so that there will be a little more clearance between the bottom of the Aero Heat Skin and the top of the S3D block. This is an issue with all S3D compatible heatbreaks I have tried though so until someone comes up with a longer heatbreak I will buy/recommend TH3D’s Tough Titanium Heatbreaks.
mmathosian (verified owner) –
Great quality titanium heatbreaks that I use with MY E3D V6. Excellent thermal properties to prevent heat creep and jamming with all metal hot ends. Great price too!
Gabriel Bruno (verified owner) –
The titanium heat break is the best $10 I have spent on my printer. Before I got this, I had a lot of jamming and heat creep. Nothing but smooth printing now